
What is Die Stamping?
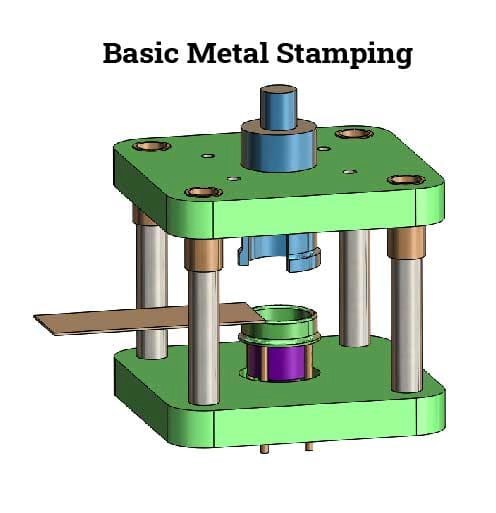
Die stamping is a cold forming process that takes a strip of metal, also called a blank or tool steel, and cuts and shapes it using a single or series of dies to create a desired shape or profile. The force that is applied to the blank modifies and changes its geometry, which creates stress that makes the workpiece suitable for bending or shaping into complex forms. The parts produced can be exceptionally small or extremely large depending on the application.
The die stamping process, also known as pressing, includes a number of techniques such as punching, blanking, piercing, coining, and several other operations. Designs are required to be precise so that each punch produces optimal quality.
The dies in die stamping are specialized tools that have been customized to create a specific design, which can be simple common items or complex computer components. Dies can be designed to perform a single function or be part of a series of functions that happen in stages.
Die Stamping Operations
Stamping dies perform two functions – cutting or forming, with some dies performing a combination of those functions. Each type of operation is designed to cause separation or plasticizing, giving it the ability to be shaped like plastic.
Forming dies are:
Cutting dies are:
Production Methods
Line Production
Line dies are used for low-volume part production, or for very large parts that do not fit on a single press. The workpiece is moved from station to station, where a single feature is added at each station. With combination dies, a single pressing performs a variety of operations in one stroke.
Advantages:
1. Faster production – Multiple cuts can be made from several dies.
2. Positioning of blank – Loading and repositioning of the blank is easy. It can be turned, flipped, and shifted with little effort.
3. Complex geometries – Produces complex geometries without the need of special calculations or adjustments.
4. Handling of dies – Dies are lighter and less expensive to handle.
5. Tooling – Tooling is smaller and conveniently accessible.
Disadvantages:
1. Machine limitations – Not all presses have the capability of loading combination dies.
2. Slow production – Unlike progressive die stamping, line die processing produces one part at time making it slower and more time consuming.
3. Turnaround times –Turnaround times and volume of production are both low.
4. Costs – Machines have to be maintained and controlled by an operator, increasing labor costs when and several machines are needed to complete a process.
Transfer Production
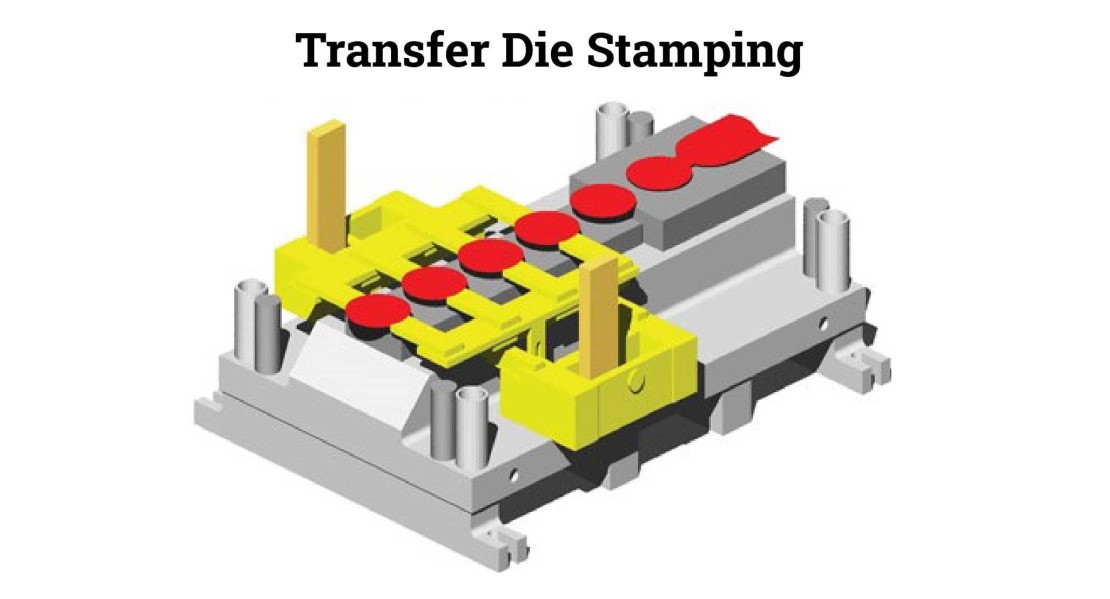
Transfer dies use the same concept as line dies, but they have multiple dies that are timed together. There is an evenly spaced distance, or pitch, on a single press. Parts move between presses automatically on side-by-side mounted rails or are moved manually. When one cycle is completed, the workpiece is grabbed and transferred to the next die.
Advantages:
1. Multiple motions – Two and three-axis motions can be performed during a single cycle. Three-axis motion lifts the workpiece for the next operation.
2. Part placement – Using gauges or locators, each part is automatically positioned perfectly for each operation.
3. Faster production – Large parts are rotated, turned, and positioned easily, and moved rapidly from station to station.
4. Computerization – Servo drive transfers program the types of parts, press speeds, and length of press strokes.
5. Turnaround times – High volumes of parts are completed with less handling, lower waste, and decreased labor costs.
Disadvantages:
1. Technical planning – Transfer die stamping requires highly sophisticated and technical equipment monitoring. The process has to be carefully planned, tested, and adjusted to ensure quality.
2. Cost – Expertise for planning and design is expensive and time consuming. In general, the overall process is more expensive than progressive stamping.
3. Destacking – A specially designed destacking mechanism is necessary to control the flow of blanks and time their insertion.
4. Process regulation – Production happens quickly, making it impossible to check the status of dies. Die protection sensors are a necessity.
5. Restrictions of process – In the two-axis process, workpieces slide from die to die, which slows down production.
Progressive Dies
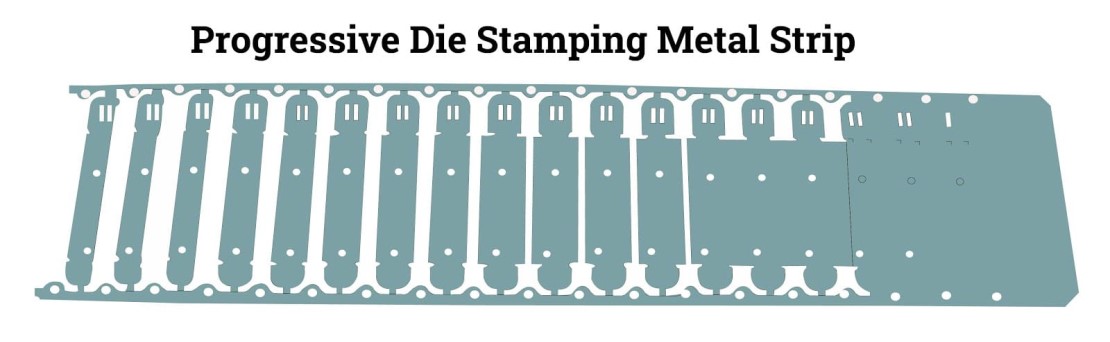
Progressive die stamping has several dies that are activated together. The metal strip, as seen below, is fed through, producing a continuous stream of parts. The stress on the metal is distributed evenly over multiple operations. The equal distance between them is called the progression.
Advantages:
1. Volume – Produces large numbers of parts very quickly. It has the potential to produce seven or eight parts per minute, up to 1500 per hour.
2. Labor – It operates automatically, unattended or monitored.
3. Equipment – One machine can produce all of the parts.
4. Die configuration – All die stations are mounted on a single die. Parts are produced together in a single pressing.
5. Speed – Progressive dies are faster and run on less expensive equipment.
Disadvantages:
1. Technical considerations – A complicated set of variables and calculations are necessary to determine and synchronize feed speed to protect the die and precisely time the feeding of the coil to be sure it is fed at a constant rate.
2. Cost – It is more expensive than line or transfer die stampings. The calculations, multiple elements, and equipment are expensive and require significant expertise.
3. Equipment costs – Equipment is very heavy and cumbersome.
4. Maintenance - Damage to a single station requires removal of the whole system and changeover, which can lead to days of delay.