Injection Mould
Precision meets Scalability.
High-End Tooling for Automotive & Industrial Parts.
Engineering Precision Plastics
Plastic Injection Moulding remains the dominant manufacturing process for producing complex, high-tolerance parts at scale. At SUASE, we combine over 37 years of heritage with modern CNC precision to build molds that deliver millions of consistent cycles.
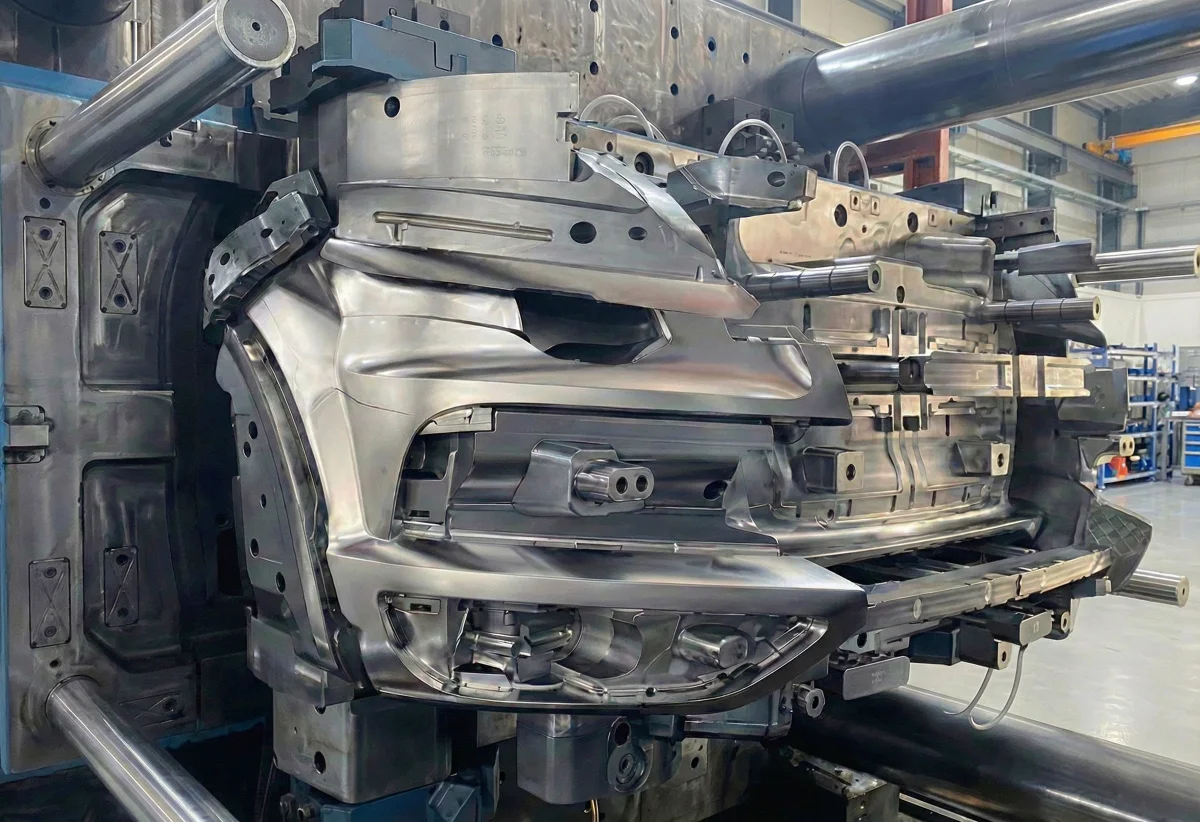
We specialize in Large Tonnage and Complex Mechanism molds. From intricate instrument panels to massive exterior bumpers, our engineering team optimizes every gate, runner, and cooling channel (Moldflow Analysis) to minimize warpage and cycle time.
Advanced Technologies
Going beyond standard molding with specialized solutions.
2K / Bi-Injection
Dual-shot molding for combining hard and soft materials (e.g., PP+TPE) or two colors in a single cycle. Ideal for seals, buttons, and aesthetic interiors.
Gas-Assisted (GAIM)
Nitrogen injection creates hollow sections in parts like door handles, reducing weight and eliminating sink marks while maintaining structural stiffness.
High Gloss / RHCM
Rapid Heat Cycle Molding technology to produce weld-line free, mirror-finish surfaces (Piano Black) without the need for painting.
Stack Molds
Doubling production output by using multiple parting surfaces within the same clamp tonnage. Maximizing efficiency for high-volume parts.
Manufacturing Capacity
Our facility is equipped to handle molds ranging from precision electronic components to massive automotive bumpers.

State-of-the-Art Equipment
High-speed CNCs & Large EDMs
Typical Applications
Serving global automotive and industrial leaders.

Interior Systems
Dashboards, Door Panels, Consoles using IMD/INS tech.

Exterior Parts
Bumpers, Grilles, Spoilers requiring high surface quality.

Home Appliances
Precision parts for washing machines, air conditioners.
Technical Insights
Can you handle 2K (Two-shot) mold trials internally?
Yes. Our trial center includes specialized 2K injection machines equipped with rotary tables. We can validate bi-component molds (e.g., PC+ABS, PP+TPE) in-house before shipment, ensuring the bonding quality and dimensional accuracy meet your standards.
What is your experience with Gas-Assisted Injection Molding (GAIM)?
We have extensive experience designing gas channels for thick-walled parts like door handles and automotive grab bars. Our engineering team uses advanced simulation software to predict gas flow, preventing fingering and ensuring uniform wall thickness.
How do you manage cooling for large bumper molds?
For large exterior parts, cooling is the bottleneck. We utilize conformal cooling inserts (3D printed if necessary) and extensive turbulent flow baffles. This reduces the cycle time significantly while minimizing warpage, critical for fitting with adjacent body panels.